|
||||
 |
||||
Welding Thick PlasticsWhen welding thick material there are a number of factors to take into consideration:
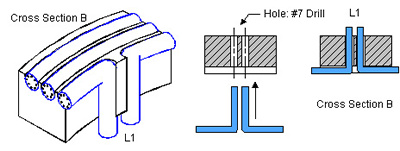
Due to the mass of material, heat energy is conducted away form the Powercore Welding Rod into the surrounding material. To compensate for conductive losses, two or more rods of Powercore can be used in parallel. Using Powercore in parallel creates greater heat input as well as a wider weld surface. To further compensate for conducive losses, the current flow in each welding rod can be increased. The amount of current flow and density of the Powercore Welding Rods in parallel can dramatically reduce the time it takes to weld. By placing the Powercore Welding Rod into a groove molded on the part can also decrease weld time as well as increase the strength of the welded joint. The following diagrams illustrates how Powercore can be used to weld thick material.
Powercore Welding Rods in parallel counteracts affect of conductive losses, and decreases weld time by inputting more heat energy into thick material.
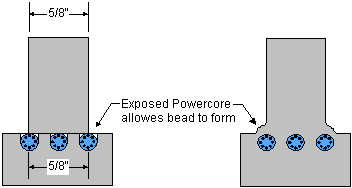
To increase efficency, Powercore can be placed in molded grooves. This also keeps the Powercore in the desired position for welding.
To ensure a strong joint, the grooves for the Powercore Welding Rod should be slightly wider than the part to be weld to create a bead.
If the core centers are smaller than the part to be welded, no bead will form. A substandard joint may result even though the parts are fused together. Creating a Lid With Thick Material
For easy reference, we have provided all the above information in PDF format for you to download. |
|||






| Privacy Policy | Copyright ©2005 Powercore International, Ltd. |